 Click to enlarge
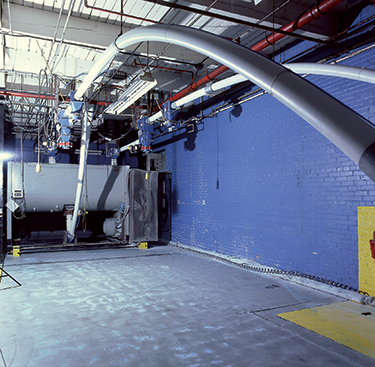
Click to enlargeBulk bag weigh batch dischargers equipped with hoppers and flexible screw conveyors, elevate ingredients 30 ft (9 m), metering precise batch weights into a ribbon blender under PLC control. The automated, dust-free system replaces manual dumping of 50-lb (23 kg) bags.
 Click to enlarge
Click to enlargeTwo flexible screw conveyors transport ingredients to a ribbon blender which discharges into a third flexible screw conveyor that elevates the blend 30-ft (9 m) through the ceiling to a smaller blender on the second level.
 Click to enlarge
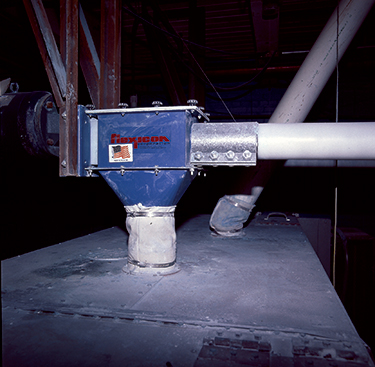
Click to enlargeIngredients are fed into a ribbon blender by a flexible screw conveyor through a discharge transition adapter.
 Click to enlarge
Click to enlargeA ribbon blender discharges the blend into a flexible screw conveyor that elevates the mix 30-ft (9 m) through the ceiling to a smaller blender on the second level.
 Click to enlarge
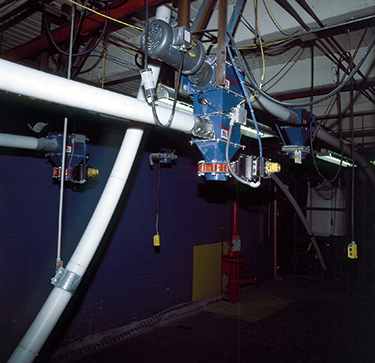
Click to enlargeCharging adapters join 30-ft long (9 m) flexible screw conveyors from bulk bag unloaders to 10-ft long (3 m) conveyors, which will feed a second ribbon blender to increase capacity with a second batching line.




